

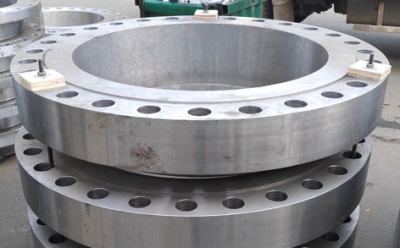
Diameter flanges
The forging process is generally composed of the following processes, namely, selecting high-quality billets for blanking, heating, forming, and cooling after forging. The forging process methods include open forging, die forging and fetal membrane forging. During production, different forging methods are selected according to the quality of the forging and the number of production batches.
Large-diameter flanges are commonly used flat welded flanges and butt welded flanges. Threaded flanges do not have large diameters. In the actual production and sales, the proportion of flat welding products accounts for a lot. The structure and scope of use of flat welding large-diameter flange and butt welding large-diameter flange are different, and the characteristics and advantages that can be shown will be different, so they should be used for different ranges when using to ensure that the flange plays an important role. The rigidity of large-diameter flat welded flanges is poor, and it is suitable for occasions with pressure p≤4MPa; Butt welding flange, also known as high neck flange, has high rigidity and is suitable for occasions with high pressure and temperature. There are three types of flange sealing surfaces: flat sealing surfaces, which are suitable for occasions where the pressure is not high and the medium is non-toxic; Concave and convex sealing surface, suitable for occasions with slightly higher pressure; The sealing surface of the tongue and groove is suitable for flammable, explosive, toxic media and high pressure occasions. Flange fittings of different properties have good product performance in different fields, and the effects will be different when they are adapted to different occasions and spaces.
The production process is mainly divided into four types: forging, casting, cutting, and rolling.
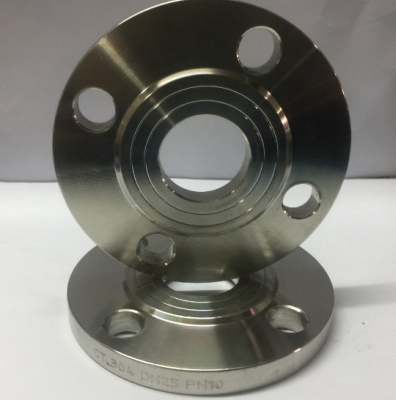
Cast flanges and forged flanges
The cast flange, the shape and size of the blank are accurate, the processing volume is small, and the cost is low, but there are casting defects (porosity. Crack. Inclusions); The internal structure of the casting is less streamlined (if it is a cutting part, the streamlining is worse);
Forged flanges are generally lower than cast flanges with lower carbon content and less prone to rust, forgings are streamlined, the structure is relatively dense, and the mechanical properties are better than those of cast flanges;
Improper forging process will also cause large or uneven grains, hardening cracks, and the forging cost is higher than that of casting flanges.
Forgings can withstand higher shear and tensile forces than castings.
The advantage of castings is that they can make a more complex shape and the cost is relatively low;
The advantage of forging is that the internal structure is uniform, and there are no harmful defects such as porosity and inclusions in the casting;
From the production process, the difference between cast flange and forged flange is different, for example, centrifugal flange is a kind of cast flange.
Centrifugal flange belongs to the precision casting method to produce flanges, this kind of casting is much finer than ordinary sand casting structure, the quality is improved a lot, and it is not easy to have loose tissue, porosity, trachoma and other problems.
First of all, we need to understand how the centrifugal flange is produced, and the process method and product of centrifugal casting to make flat welded flange are characterized by the following process steps:
(1) Put the selected raw material steel into the intermediate frequency electric furnace for smelting, so that the temperature of the molten steel reaches 1600-1700 °C;
(2) Preheat the metal mold to 800-900°C and keep it at a constant temperature;
(3) start the centrifuge and inject the molten steel in step (1) into the preheated metal mold in step (2);
(4) The casting is naturally cooled to 800-900 °C and kept for 1-10 minutes;
(5) Cool down with water to close to room temperature, and remove the casting.


Related News
